




2022年1月25日(农历十二月二十三)至2月9日(正月初九放假,2月10日(正月初十)正式上班。...

港台、广东一带称之为电脑锣,是带有刀库和自动换刀装置的一种高度自动化的多功能数控机床。第一台加工中心出现在1958年的美国。它可以实现了工件一次装夹后即可进行铣削、钻削、镗削、铰削和攻丝等多种工序的集中加工,功能特别强调“铣”。...

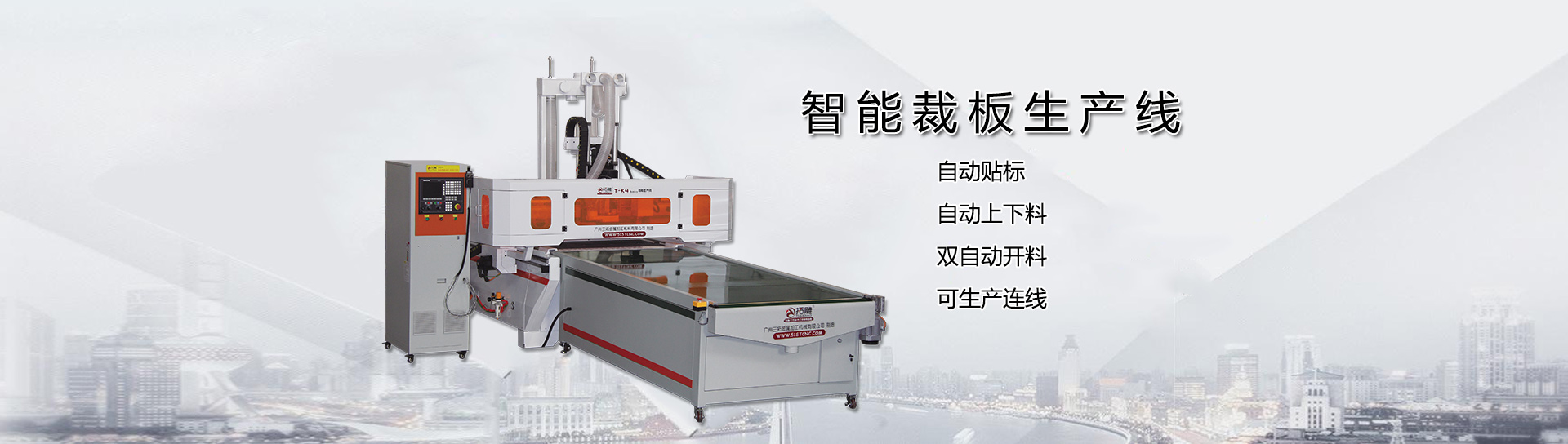
裁板锯就是采用全自动触摸屏控制,工人在触摸屏上输入需要开料的数据,启动机器,机器自动运行,对需要加工的板材进行裁切的人机一体化操作的数控开料机械。...

基本操作 调程式执行加工 新代系统主菜单画面 主菜单F2(程式编辑)→F8(档案管理)→移动光标选选取所要的程式 →Enter→后退一页→F4(执行加工)→检查所选程式是否调出→自动模式→选择手轮模拟功能→程式启动→正方向摇动手轮,到工件顶上走几刀,观察刀路是否正确→取消手轮模拟功能,让机床自动跑程式。...

数控铝板切割机是数控机电一体化产品,采用国际标准指令,可以连接CAD/CAM系列软件,能够轻松完成计算机设计的三维加工,精度高于0.025毫米,技术水平完全等同于美国同类最新数控设备。数控铝板切割机真正具备三轴线性联动功能,符合国际标准的电脑外设产品。...

亚克力材料是广告雕刻机雕刻的主要材料,在各种广告牌制作中得到普遍应用。亚克力材料俗称有机玻璃,是一种化工材料,它性能优越,除广告行业外,还在建筑、医学、礼品等许多行业中广泛使用。...













 电话
电话 产品
产品 联系
联系